

Citation: Moulin A, Rigaudeau L, “Leading Pharmaceutical Development in a Sustainable Way – Skyepharma’s Example”. ONdrugDelivery, Issue 112 (Sep/Oct 2020), pp 30–33.
Aline Moulin and Laurent Rigaudeau, discuss how the company fulfils its sustainable development policy through its technologies and processes.
At Skyepharma, sustainable development is not just a buzzword, but a way of working that is perfectly integrated all along the value chain as early as the business development policy and deeply anchored into the corporate culture.
SKYEPHARMA ANCHORS SUSTAINABLE DEVELOPMENT IN ITS CORPORATE CULTURE
At Skyepharma it was chosen not to entrust the lead of the sustainable development policy to the HR/HSE department, as is the case in most industrial groups, but instead to entrust this leadership to a transversal working group made up of employees who have volunteered.
A sustainable development committee was set up under the impetus of the site’s management and a call for volunteers was a great success; more than 15 volunteers responded to the call to devote one day each month to work on projects related to the sustainable development of the site. Their mission: to make concrete project proposals to the site’s management committee in connection with the sustainable development of the site, and to carry them out. Two or three people are dedicated to each project, with specific timelines, reporting and associated budget (Figure 1).

Figure 1: Skyepharma’s sustainability development committee.
All these projects are evaluated following full compliance with GMP regulations, in particular pest control. Of course, these action projects have an economic impact with substantial savings, and also a direct impact on the quality of life in the workplace and on the attractiveness of the company to new employees, who in general, not only the younger ones, are increasingly sensitive to sustainable development. This proactive policy enables the company to attract and retain the best talent to serve its clients and their projects.
SKYEPHARMA MAKES ITS OPERATIONS AND PRODUCTS MORE SUSTAINABLE
Supply Chain Policy
Skyepharma is able to use eco-friendly packaging made from sugarcane. This sustainable packaging can be handled by the company’s automatic bottle line without any additional fees for same format. These bottles are fully recyclable.
Early Stage Formulation Development: From the Improvement of the API Bioavailability to the Use of Specific Drug Delivery System Technologies
The design of sustainable pharmaceuticals starts at the formulation design stage. This can go through two main steps: the improvement of the bioavailability of the active ingredient by specific techniques and the use of adapted technologies allowing a targeted release. Indeed, by allowing the use of lower, better administered doses (at the right time, in the right place), and by promoting better compliance by the patient, drug delivery systems are an excellent means to move towards more sustainable drugs by reducing drug intake.
Skyepharma has developed different technologies that help its clients target these two challenges.

Figure 2: Particle size before the use of Microfluidizer technology: 100 μm.
The first is the use of Microfluidizer® technology to improve the bioavailability of the active ingredients. This technology consists of a dynamic high-pressure process where two liquid streams, solution or suspension, pass through micro-channels towards an impingement area through which the fluids flow and interact. The obtained liquid solution, or suspension, is then sprayed on a neutral support to remove the solvents and produce a dried particulate system, ready for compression. Microfluidization, followed by a drying step, can be used to improve solubility, and thus bioavailability, of poorly soluble APIs.1
Indeed, in most cases, new drugs that are currently being developed have poor water solubility (BCS II and IV compounds). Such limited aqueous solubility is one of the major hurdles in the development of oral-dosage forms, thus leading to high dosage strength and use of high quantity of expensive and hard to synthesise material. Figures 2 and 3 show an example of results obtained with Microfluidizer® technology: micrometre to sub-micrometre particle size with narrow size distribution.

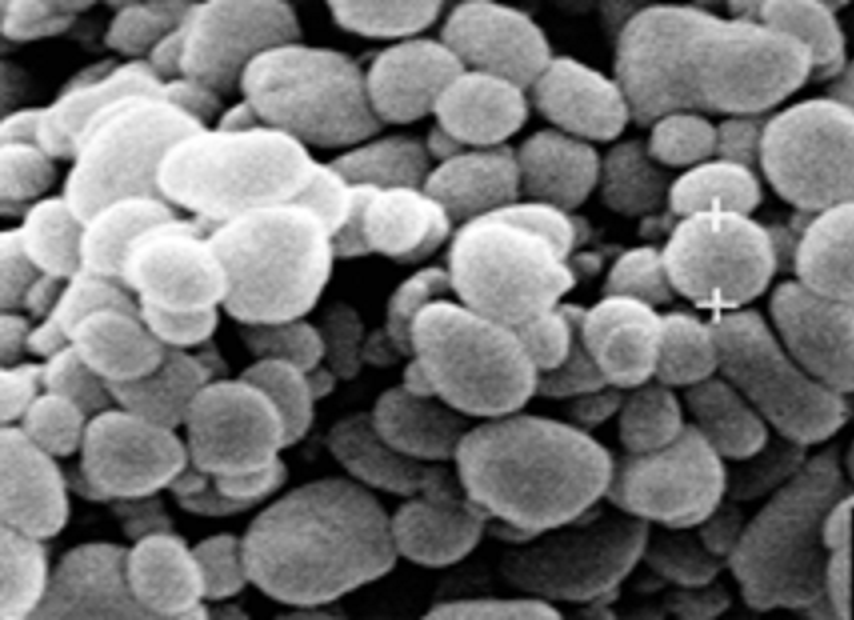
Figure 3: Particle size obtained with Microfluidizer technology: 500 nm.
The second type of technologies developed to help to the design of more sustainable drugs are complex oral dosage forms grouped under the names of Geomatrix®, Geoclock® and Soctec®. These have been described in previous literature2 and are able to meet a wide range of challenges, as summarised in Table 1.
| Technology | Examples Of Technical Challenge Met |
Track Record |
| GEOMATRIX® |
|
|
| GEOCLOCK® |
|
|
| SOCTEC® |
|
|
Table 1: Skyepharma’s technologies for modified-release applications.
Quality by Design Approach in Development Strategy
A critical stage of development, during which a sustainable approach takes on its full meaning, is the scale up and industrialisation stage. To rise to this challenge, Skyepharma has developed a systematic Quality by Design approach that allows it to obtain very good results in terms of reducing the risks associated with scale up, reducing costs and development time, and also reducing the quantities of materials and waste generated and the energy consumed.
Skyepharma’s general methodology is a four-step process (Figure 4):
- Global risk assessment on the whole process, using FMEA as a tool, determining which is the most critical process step
- Fault tree analysis to determine the potential critical process parameters having an impact on the critical quality attributes
- Determination and quantification of the influence of each of the CPP previously identifies on the CQA, thanks to a Design of Experiment approach
- Determination of the process design space.

Figure 4: Quality by Design methodology.
In previous development projects, one of the critical stages Skypharma has studied is the compression stage. A key tool used to perform such studies on the compression step is STYL’One Evolution (Medelpharm, Beynost, France) compression simulator, which allows for design of experiments (DOE) to be performed at laboratory scale, while having excellent correlations with industrial equipment.3
The comparison of material quantities and time required to perform the operations on an industrial press, and on the compression simulator, are shown for a typical size batch in Table 2. It can be seen that the time needed for the operations is divided by seven and the quantities of raw materials and waste is divided by more than 220. The energy required is divided by 10.
| STEP | BATCH SIZE (kg) | TIME (h) | ||
| Industrial Press | Simulator | Industrial Press | Simulator | |
| Tool assembly | – | – | 5 | 0.5 |
| Setting of comp parameters |
1 | 0.05 | 1 | 0.5 |
| Production of trial batch |
33 | 0.1 | 2 | 1 |
| Disassembly and cleaning |
– | – | 20 | 2 |
| Total | 34 | 0.15 | 28 | 4 |
| TOTAL SAVING |
33 | 3 x shifts | ||
Table 2: Time and materials saving using compression simulator.
Taking the example of an 11 assay DOE, 70–95% savings in terms of raw material, associated waste, time and energy are obtained.
Of course, this has an impact on commercial performance – it enables more rapid and less costly developments compared with market standards – and also on performance in terms of environmental impact and sustainable development.
Industrial Operation Policy
Sustainable production is the last, but not least, step of the development cycle of sustainable drug products. This requires the implementation of a continuous improvement plan in terms of energy savings, waste and effluent management, but also, above all, a state of mind that must be deeply rooted in the corporate culture.
REFERENCES
- Cerea M et al, “Development of Orally Dispersible Mini-Tablets Delivering Nanosized Itraconazole for Pediatric Use”. Poster no. 30T01002016, AAPS 2016.
- Degomme M, Moulin A, “Recent development in complex tablet formulation design for versatile applications”. ONdrugDelivery, Issue 109 (July 2020), pp 50–53.
- Moulin A, Kowalski L, “Compaction simulation/industrial press correlation: two case studies”. ONdrugDelivery, Issue 99 (Aug 2019), pp 24–27.

