Citation: Seyfang K, “Innovative Nasal Application Requires Innovative Filling Technology”. ONdrugDelivery Magazine, Issue 74 (Apr 2017), pp 56-59.
Karlheinz Seyfang discusses the development of a system for the nasal delivery of a thixotropic gel formulation, from the design of the system through to the production line.
The majority of drugs administered nasally are used for the treatment of colds. Formulations such as drops, sprays, dosage sprays or ointments and gels contain locally active substances such as vasoconstrictors to reduce swelling of the nasal mucosa, or immunologically effective substances.
However, systemic resorption of active ingredients can also occur via the very well perfused nasal mucosa. In comparison to oral administration forms, this method, which has so far been little used, offers the same or even greater advantages for some molecules as do transdermal, pulmonary or parenteral applications: the first-pass metabolism during passage through the liver is avoided and the substances evade chemical or enzymatic degradation in the gastrointestinal tract.
Furthermore, it is a non-invasive treatment, which is now also used in emergency medicine due to its rapid onset of effect;1 and is extremely advantageous for patients with a syringe phobia, and for children and the elderly. Many nasal applications are used as off-label systemic therapy. Examples of approved nasal applications are fentanyl (pain), desmopressin (enuresis nocturna), calcitonin (osteoporosis) and sumatriptan (migraine).
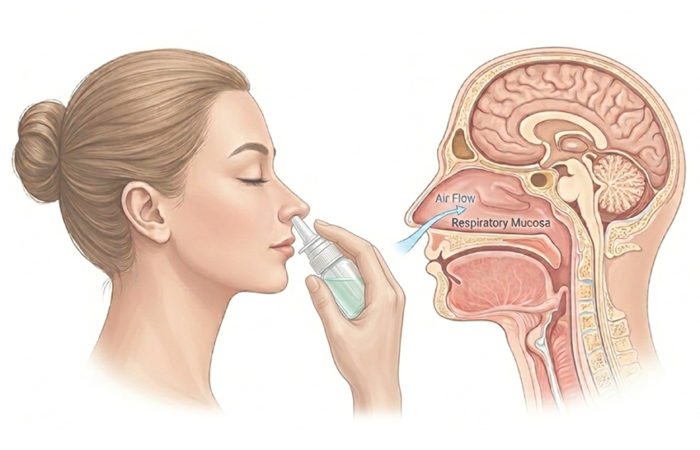
The nose, however, offers yet another highly interesting approach for the treatment of certain diseases, which can be categorised under the catchphrase “nose to brain delivery”. Numerous animal models have shown that a variety of nasally applied molecules can pass directly into the brain, bypassing the blood-brain barrier (BBB). This alone is attractive because only about 2% of the drug molecules can overcome this barrier when delivered via systemic circulation.2
Targeted nasal administration of substances that are effective in the brain is the therapeutic area in which M&P Pharma (Emmetten, Switzerland) has been specialising in. As an example, M&P succeeded in getting dopamine directly into the brain with its nasal formulation, which allows a rapid and physiological replenishment of this substance to treat Parkinson’s disease.3
GEL CARRIER & APPLCIATOR
As a carrier for active ingredients, a locally well-tolerated thixotropic gel M&P Pharma developed,4 combining several positive properties: it adheres well to the nasal mucosa and is therefore not subject to immediate mucociliary self-cleaning, as is common with simple sprays and solutions. Due to its excellent spreading properties, the gel covers a large area after application and thus also reaches the areas of the nose which are important for resorption. The formulation is odourless and has proven itself as a carrier for numerous different active substances.

Figure 1: Structure and functional principle of rotary valve pump.
As with pulmonary therapy, the synergy between formulation and proper applicator (device) is also crucial for nasal application forms. The newly developed disposable applicator enables the discrete and precise administration of the formulation without risking the contamination of the drug or applicator tip, as is possible with multi-dose containers. For this reason, preservation of the formulation is not necessary. The chamber is shaped so that the gel can be dispensed reproducibly and almost completely. Neither a priming nor a particular inhalation technique is required, nor do patients have to position themselves a certain way. The applicator consists of an extrudable polymer. As with other plastics there is, of course, the risk that certain drugs would migrate into the plastic matrix or be adsorbed on the surface. Using the example of the steroid hormone testosterone, it could be shown that this effect does not occur when an inorganic additive in the form of titanium dioxide is added5 to the plastic material (LDPE).
The first nasal oleogel product to be produced in this innovative dosage form consequently is a testosterone formulation for men. In a comparative study, M&P could show that nasally administered testosterone only has a bioavailability of 75% in serum compared with intravenous administration, however, it leads to a higher concentration of the active ingredient in the brain.6 In the following, the project procedures will be described from initial filling tests to the concept and construction of a production machine.
THE DOSING METHOD
One of the first project tasks was to find a suitable dosing system for the thixotropic gel formulation. The viscosity range was defined as 3,000-10,000 cP, the dosing volumes being in the range of approximately 100-150 μL. Dosing accuracy of the individual doses during filling should correspond to a maximum relative standard deviation in mass of 3%. Since an increase in the processing temperature within the acceptable range does not reduce the gel’s viscosity, filling took place at room temperature.
Several different dosing systems were available for integration into the filling system: time pressure dosing system (if necessary with a flow rate measuring device), peristaltic pumps, rotary piston pumps and rotary valve pumps for the liquid filling of hard capsules.
The decision was made in favour of the rotary valve pump (Figure 1) which combines several benefits: the dosing range required for hard capsules coincides with the fill quantities of the nasal applicator. The system has already been designed for highly viscous solutions and suspensions. It has a powerful adjustable agitator to reduce the viscosity of the thixotropic formulation during the filling operation. In order to minimise air gaps, filling of the material container is performed with a immersion tube below surface level. In addition, support pressure can be applied to the container in order to facilitate dosing and to improve dosing accuracy further. Furthermore, negative pressure can be applied at the beginning of the process in order to de-gas the products prior to filling.
The deciding factor for the final selection was the simple possibility to operate several fill points in parallel in a very small space, as is already the case with the capsule filling machines. There, 12 fill needles are used, spaced 15 mm apart. That way, scaling up of the system by multiplying the fill points can be easily accomplished.
MONODOSE NASAL APPLICATOR

Figure 2: Nasal applicator in the final version.
The next task was to develop the design for the new applicators. Their form consists of a bottom part with a depression to accommodate the gel and the nozzle with tamper-evident closure, and a top part with the press point for squeezing out the gel. In the first version, both halves were connected like a butterfly using a hinge and had a mechanical pre-closure at the opposite side in order to compensate for the hinge’s reset force during closing in the first step.
However, while testing the pilot machine, it turned out that the butterfly system was not suited for a fast-running production machine. In order to utilise the machine’s optimal capacity, the butterfly device had to be changed into two individual parts. This is why the present applicator is manufactured separately in two parts, which are fed to the production machine from two stations (Figure 2). The pilot machine was fed manually whereas in the production machine, vibrating spiral conveyors are used.
THE SEALING PROCEDURE
Theoretically, the two low density polyethylene (LDPE) applicator halves can be closed or sealed in different ways. Two different methods, thermal sealing and ultrasonic welding, were examined in a preliminary study. The thermal sealing method turned out to be disadvantageous right from the beginning since the parts tended to stick to the sealing tool and generally a heating of the fill material should be avoided if at all possible. Better results were achieved by ultrasonic welding, where the heating effect was limited to the sealed seam and initial tests resulted in tight packages.
For filling as well as closing the applicator, the exact positioning of the still open blank is required, but the application nozzle is in the way. During the subsequent closing operation, in which the top part is sealed onto the bottom part containing the nozzle, counter-pressure must be applied to the sealing edge of the bottom part over the entire sealing surface. Only then an overall hermetically tight sealing can be ensured.
Since part of the sealing edge is obscured by the application nozzle, it is impossible to apply counter-pressure in this particular area. This problem could be solved by equipping the sealing station with a swivelling support element.7
After finishing the initial tests, the concept for a pilot machine for the manufacture of clinical samples with an output of 20 parts/ minute was adopted.
THE PILOT MACHINE
It was one of the central requirements of the concept that the core processes, including filling and sealing of the applicators, should be identical to those on a later production line. This is why we made sure that scaling up of these stations was possible by simply multiplying the elements. This resulted in the following design layout of the pilot machine (Figure 3).
The process starts with the manual insertion of the empty applicator into the receptacle of the rotary indexing table. The empty device then advances to the rotary valve pump where the gel is dosed and filled. In the subsequent pre-closing station, the top part is folded over onto the bottom part and fastened with the clip closure. The filled pre-closed applicators then advance to the ultrasonic welding station. A subsequent test station was planned to check the applicator for tightness before being ejected into the pass-part or fail-part channel at the last station.
From operating this pilot machine, valuable expertise about the production process could be gathered which was integrated into the design of the production machine. The most important improvement was related to the welding process after filling of the applicator. Initially, a simple ridge was placed around the gel-filled depression in the area of the sealed seam, serving as a tight connection to the top part. In a series of tests, it was found that a change in design could focus ultrasonic energy and make sure that heating can only occur in the area of the sealed seam.

Figure 3: Pilot machine for the manufacture of 20 applicators / min
Another finding relates to the function of the test station. Originally it was planned to apply a defined normal force to the filled applicators, and to detect the possible lowering of the piston in any leaking packages by means of a displacement sensor. Unfortunately, this method was not suited for control purposes since the defects (pin holes) that were specifically created for test purposes, were obviously covered and closed by the gel mass and thus no measurable lowering occurred. In order to achieve correct positioning, the sonotrodes on the production machine are therefore guided on servo axes and their power consumption as well as the sealing time are monitored. The process window for tight sealing will be defined during process validation.
The pilot machine has a capacity of 20 parts/minute and has been used successfully for the manufacture of batches for stability tests and clinical trials. The fundamental production steps are identical to the production line, which was equipped with eight-fold tools.
THE PRODUCTION MACHINE
The centre of the production machine consists of an oval turret, which conveys the workpiece carriers with the applicators to the processing stations. In the infeed section, the narrow side of the oval turret adjoins the two conveyor belts for the separate infeed of the top and bottom parts. Ventilation of the machine is achieved via filter fan units (FFU) with H14 filters.
The parts are fed to the belts from two vibrating spiral conveyors with a capacity of 150 parts/minute each. One camera each detects the parts’ positions on the belts and actuates two robots per belt, which take the parts, turn them into the correct position and deposit them again in a controlled manner with a capacity of 110 parts/minute. Mismatched parts are returned. This infeed section enables a production of 200 parts/minute.
After having been loaded with eight top and bottom parts, the workpiece carriers pass through the processing stations: first, the bottom parts are filled with gel at the dosing station. In the next station, the eight top parts are positioned in place. Then the applicators are welded together in two sealing stations. In order to keep the necessary minimum distance between the sonotrodes, this is done in two steps. After that, the completed pass-parts are transferred to the packaging line. Figure 4 shows the machine prior to dispatch to the customer.

Figure 4: High-speed production machine for 200 applicators / min.
OUTLOOK
In close co-operation between the pharmaceutical company and the machine manufacturer, an attractive comprehensive package consisting of formulation, applicator, process knowledge and production machines was created, which can be used for the manufacture of nasal dosage forms.
ACKNOWLEDGEMENT
The author would like to thank Dr Claudia Mattern, M&P Pharma AG, and Mr Stefan Bernsau, Harro Höfliger, for their support in the compilation of this publication.
REFERENCES
- www.klinikum-nuernberg.de/DE/ueber_uns/Fachabteilungen_KN/kliniken/medizin3/fachinformationen/notfall-intensivmedizin/AZ_Ordner_versteckt/Intranasale_Applikation_VsJan2012.pdf (last accessed December 15, 2016)
- Djupesland PG, Messina JC, Mahmoud RA, “The nasal approach to delivering treatment for brain diseases”, Therapeutic Delivery, 2014, Vol 5(6), pp 709-733.
- de Souza Silva MA, Topic B, Huston JP, Mattern C, “Intranasal dopamine application increases dopaminergic activity in the neostriatum and nucleus accumbens and enhances motor activity in the open field”. Synapse, 2008, Mar, Vol 62(3), pp 176-84.
- Mattern C, “Controlled release delivery system for nasal application of neurotransmitters.” EP 2018825 (2011).
- Mattern C, Use of container made of plastic material containing an inorganic additive, EP1674399, 2006.
- Banks WA, Morley JE, Niehoff ML, Mattern C, “Delivery of testosterone to the brain by intranasal administration: comparison to intravenous testosterone”. J Drug Target, 2009, Feb 17 (2), pp 91-7.
- Joos T et al, “Filling and closing device and method for filling and closing an agent applicator”. EP2626304 (2014).